При производството на тежки инертни материали, минното дело и вериги за рециклиране на бетон челюстните трошачки служат като основна защитна линия за намаляване на размера на частиците. Работейки при безмилостни, високоскоростни натискни сили и силни удари, челюстните плочи вътре в тези машини издържат на сериозно механично натоварване. Устойчивостта на удар на обшивките на челюстната трошачка е окончателният технически фактор, управляващ оперативната ефективност, безопасността на оборудването и показателите за цена на тон.
Когато облицовките нямат достатъчна устойчивост на удар, те не просто се износват по-бързо; те страдат от преждевременно микропукнатини, структурно разцепване или катастрофални крехки счупвания, които могат да изкривят основната рамка на трошачката. Оптимизирането на тази производителност изисква многостранен подход, съчетаващ прецизна леярска металургия, геометричен дизайн и структурирана поддръжка на обекта.

Прецизна металургична селекция и микролегиране
Базовата устойчивост на удар на обвивката на трошачката е изкована вътре в кофата на индукционната пещ. Стоманата с високо съдържание на манган остава индустриалният стандартен материал за това приложение поради уникалните си възможности за закаляване при работа. Въпреки това нискокачествените леярни често използват нерафинирано желязо за скрап с високи нива на отпадъчни елементи като фосфор и сяра. Прекомерният фосфор създава слаби, крехки молекулни граници, които незабавно се разпадат, когато бъдат ударени от големи, твърди фуражни материали от мината.
За максимизиране на структурната цялост, висока производителностНосене на резервни части челюстни пластинисериите използват строго контролирани състави на сплави, като Mn18Cr2 или Mn22Cr2. Въвеждането на прецизни добавки от хром и молибден увеличава границата на провлачване и първоначалната твърдост на материала, без да жертва пластичността на сърцевината му. Когато тези оптимизирани сплави се сблъскат със скала с високо напрежение, тяхната вътрешна кристална структура претърпява бърза трансформация. Повърхностният слой бързо се втвърдява от първоначално HB200 до над HB500, създавайки обкована с желязо външна бариера, която отклонява абразията, докато меката вътрешна матрица запазва изключителната си ударопоглъщаща здравина.
Усъвършенствано контролирано от микрокомпютър водно закаляване
Суровите отливки с високо съдържание на манган са естествено крехки при охлаждане поради образуването на гъсти, изолирани мрежести карбиди по границите на зърната. Отключването на истинската устойчивост на удар на обшивката изисква специализиран термичен процес. За разлика от стандартните въглеродни или легирани стомани, които разчитат на конвенционално закаляване и темпериране в масло - което би причинило бързо утаяване на карбиди и би разрушило вариантите с високо съдържание на манган - обшивките на трошачките трябва да бъдат подложени на контролирана топлинна обработка с разтвор, универсално известна като закаляване с вода.
Излятите плочи се поставят в управлявани от микрокомпютър пещи и се нагряват по протежение на твърд, повишаващ се температурен профил, докато надминат 1050 до 1100 градуса по Целзий. Поддържането на облицовките при тази екстремна температура разтваря всички първични крехки карбиди напълно в желязната матрица, създавайки хомогенна аустенитна структура. След като се достигне това молекулярно състояние, облицовките незабавно се потапят в басейн с голям капацитет за охлаждане на водата. Мощните циркулационни помпи принуждават огромен поток от студена вода около стоманата, замразявайки чистата аустенитна микроструктура на място. Този точен процес дава на облицовката нейната невероятна, почти неразрушима устойчивост срещу тежки експлоатационни удари.
Оптимизация на геометричния дизайн и разпределение на напрежението
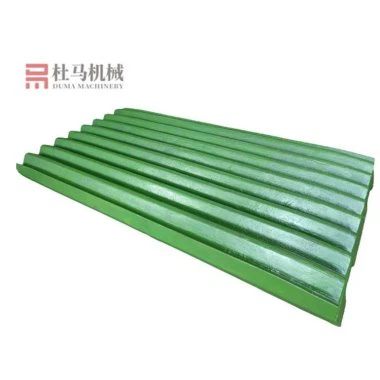
Съвършенството на материалите трябва да бъде подкрепено от стратегическо геометрично инженерство, за да се предотврати концентрацията на локално напрежение. Съвременните леярни отхвърлят общи дизайни с еднаква дебелина в полза на профили на челюстните плочи, специфични за приложението, проектирани чрез компютърно проектиране и анализ на крайните елементи. Чрез симулиране на реални сили на раздробяване, инженерите могат да картографират точно къде най-тежката енергия на удара навлиза в камерата за раздробяване.
Оптимизирането на профила на зъбите на челюстната пластина е много ефективно при управлението на тези сили. Например, острите гофрирани зъби с висок профил осигуряват интензивна локализирана сила на захапване, която разцепва бързо твърди, крехки камъни, използвайки минимална машинна енергия. За плочи, удароустойчиви материали, дебелият, леко извит профил на зъбите спомага за разпределянето на смазващия удар върху по-широка повърхност, намалявайки риска от срязване на зъбите. Освен това, интегрирането на дизайни с променлива дебелина - което прави долната трета на челюстната плоча по-дебела, където се получава окончателното компресиране - предотвратява преждевременното изтъняване в средата на тялото и балансира профила на износване по цялата дължина на компонента.
Интегриране на опорно съединение и прецизно инсталиране
Дори една металургично перфектна обшивка ще се спука, ако е монтирана неправилно. Когато плочата на челюстта претърпи хиляди тонове динамична компресия, всякакви микропроцепи между задната част на обшивката и челюстния приклад на трошачката ще причинят локализирани деформации. Тези повтарящи се микро-огъващи движения въвеждат бързи цикли на умора, което в крайна сметка кара лятата обшивка да щракне надолу по централната си линия.
Постигането на превъзходна надеждност на полето изисква осигуряване на микропрецизно напасване на размерите по време на производството. Висококачествените леярни използват усъвършенствани тежкотоварни машини за вертикално фрезоване и шлифоване, за да обърнат задните монтажни повърхности до тесни допуски. По време на инсталацията на място операторите трябва да почистят старателно челюстта и да нанесат високоустойчив гел от епоксидна основа. Този поддържащ слой действа като структурен амортисьор, запълвайки всички останали микрокухини и гарантирайки, че силите на удара се пренасят равномерно по цялата рамка на машината. Осигуряване наОтливка на челюстна плочавъзли с правилни OEM стойности на въртящия момент предотвратява разхлабването по време на смачкване с висока вибрация, неутрализирайки основната причина за преждевременна повреда на обшивката.

Проактивна поддръжка на сайта и управление на камарата
Поддържането на висока устойчивост на удар е оперативна отговорност, която продължава дълго след завинтването на обшивките в машината. Неуправляемите промени вътре в камерата за раздробяване могат драстично да променят нивата на напрежение и да унищожат износващите се части. Една критична опасност е пускането на трошачката при условия на „без задушаване“, при които скалата пада директно в долната зона от прекомерна височина. Това създава високоскоростен локализиран удар, който може да издълбае парчета от обшивката, преди да има шанс да се втвърди.
Прилагането на структуриран график за инспекции е задължително за високотонажни предприятия. Екипите за поддръжка трябва рутинно да сканират обшивките за фини повърхностни пукнатини, разхлабени клиновидни болтове или неравномерно локализирано износване. Ако дълбокото издълбаване или локализираното сплескване на зъбите бъде уловено рано, плочите често могат да бъдат обърнати вертикално (премествайки износената долна част към горната част), за да се изравни профилът на износване и да се удължи безопасният експлоатационен живот. Използване на премиум, доказано на мястоЗавъртане на челюстта и фиксирани плочи Mn13гарантира, че операторите разполагат с изключително здрав, надежден основен материал, който издържа на бърза деформация, което прави рутинните настройки лесни и предотвратява внезапни аварийни изключвания.
Увеличете максимално живота на облицовката си с възможностите на Duma Factory
Набавянето на резервни части директно от фабрика, притежаваща активи, пряко оперираща организация като Duma, е най-надеждната стратегия за оптимизиране на снабдяването с износващи се части. Управлявайки напълно интегрирано производствено съоръжение от 42 000 квадратни метра, сертифицирано по стандартите ISO 9001:2015, Duma управлява цялата производствена верига - от индукционно топене на суровини и автоматизирано стъпаловидно закаляване с вода до прецизна машинна обработка и стриктно безразрушително изпитване - изцяло вътрешно.
С обширен архив, надхвърлящ 4000 комплекта форми за шаблони, ние осигуряваме съвместимост с точно приспособяване за всички основни глобални трошачни платформи, включително Metso C-серия, Sandvik CJ-серия, Terex и др. За линиите с високо търсене, стандартно оборудване, ние поддържаме значителни насипни запаси, позволяващи незабавна доставка в рамките на 7 до 10 дни, за да съкратите драстично оборота на вашия склад. За специализирани работни среди или уникални конфигурации на зъби, нашият инженерен екип използва обратно инженерство от износени проби, за да произведе персонализирани решения в рамките на надежден производствен цикъл от 35 до 45 дни.
Всяка износваща се обшивка, която произвеждаме, е подкрепена от цялостна 12-месечна гаранция за качество срещу структурни дефекти на отливката. Независимо дали търсите широкомащабна доставка на едро или желаете да направите малка пробна поръчка, за да оцените живота ни на полето при вашите местни условия на кариера, нашият технически екип е готов да предостави сертификати за материали, предложения за оптимизиране на кухини и директна поддръжка през всеки етап от вашата работа.